討論平行度在實際測量上會遇到的困難之處
工業測定部 謝嘉原
我們將探討兩線平行度和兩面平行度在2.5次元光學儀器 (例如:NIKON VMA, VMR, 或VMZ-R)實際測量上一定會面臨到的問題。在2.5次元的光學測量機上,屬於非接觸式的影像測量方式,和三次元測量機使用探針接觸式測量有本質上的不同;三次元測量機在測量平行度時,都是將樣品懸空固定,可以直接測量立體樣品的左右兩面計算平行度,或者前後兩面的平行度,但是2.5次元測量機只有正上方的掃描頭擷取影像進行測量分析,因此只能夠對於兩線平行度可以有比較好的分析,但對於兩面平行度卻有很大的限制,實際上大概只有兩面朝上的不同平面進行兩面平行度分析是可行的!
在2.5次元的光學測量機上,一個方形樣品針對平行度分析,可能會需要六個面測量和三個方向 (前後、左右、上下)的平行度分析,由於無法像三次元進行實物立體平行度分析,因此建議將前後左右面,使用底光採取兩線平行度分析,而上下兩面平行度,則建議將樣品側躺後,採取底光測量上下直線測量後再分析此兩直線平行度;針對兩直線平行度分析,雖然兩點即可構成1直線,但是4點以上構成的直線才能夠運算真直度,也才能夠運算兩直線之平行度,並且所有測量點必需盡量涵蓋樣品整體範圍;如圖1,NIKON NEXIV兩線平行度的運算法則,首先必需測量多點測量成直線輪廓之後,再使用最小平方法計算,以構成一條平均直線,以此平均直線為基準中心,可以運算出此輪廓上每個測量點到此平均直線的距離而得出上方最大點(Max, 正值)和下方最小點(Min, 負值),而直線度=Max-Min (圖1b);若要計算線1(紅)和線2(綠)之平行度 (如圖1a),則先以多點分別測量線1和線2,運算平行度時,必需先選擇一條直線當作基準線,如圖1c所示,以線1當作基準直線,再去評估目標元件 線2,就會以線1之法線平行線移動到線2輪廓中心位置,進行最大點(Max’)和最小點(Min’)的重新運算,此時運算出的平行度=Max’-Min’。
對於兩平面之平行度計算上,我們採用某客戶端進行樣品上方和底部兩面之平行度測量上的問題進行討論 (圖2),此客戶端將樣品放置於置具上 (載台平面) (圖2a),為了測量上下兩平面(平面1和平面2)之平行度,在樣品上方表面進行對焦測量8個點構成樣品上方平面 (平面1),在樣品周圍測量6個對焦點構成載台平面,因為假設此載台平面之平坦度非常良好(圖2b, 理想載台平面),因此他們認為載台平面=樣品底部平面 (平面2),所以它們使用載台平面和平面1計算兩面平行度,也認為此評估結果相等於平面1和平面2之平行度 (圖2b),換言之,此平行度測量方法可以直接評估樣品本身平面1和平面2的平行狀況是否良好。然而,事實往往並非如此,如圖2c所示,樣品放置的載台平面可能是有自己的曲翹狀況,雖然有進行樣品周圍對焦分析此平面的平坦狀況 (計算後載台平面),但是樣品和載台表面若有空隙,則此法載台平坦度可能是錯誤評估的;樣品放置在實際載台平面上時,其空隙可能造成傾斜,此時樣品底部平面 (平面2)已經和實際載台平面產生一個夾角,就算樣品上方和底部之平行度本身是良好的,使用此方法,樣品上方(平面1)和實際載台平面的夾角會比平面2來得大,因而造成錯誤的平行度運算結果 (圖2c)。
以上例之結果 (圖2c),我們不能一廂情願地認為載台平面可以等於樣品底部平面(平面2),因為這樣會造成樣品本身的錯誤平行度評估結果,還不如將樣品橫躺,使用底光測量以2維測量上方和底部兩直線方式,進行兩直線之平行度計算,這可能是目前比較穩定的方式;當然若要使用兩平面之平行度分析,並非不行,但得先行評估樣品底部平坦度狀況,以及放置的載台平面之平坦度狀況,此兩面平坦度狀況得達到特別好的情況下,才能夠視為載台平面=樣品底部平面,而客戶原本使用的兩平面之平行度評估方式才能夠成立。
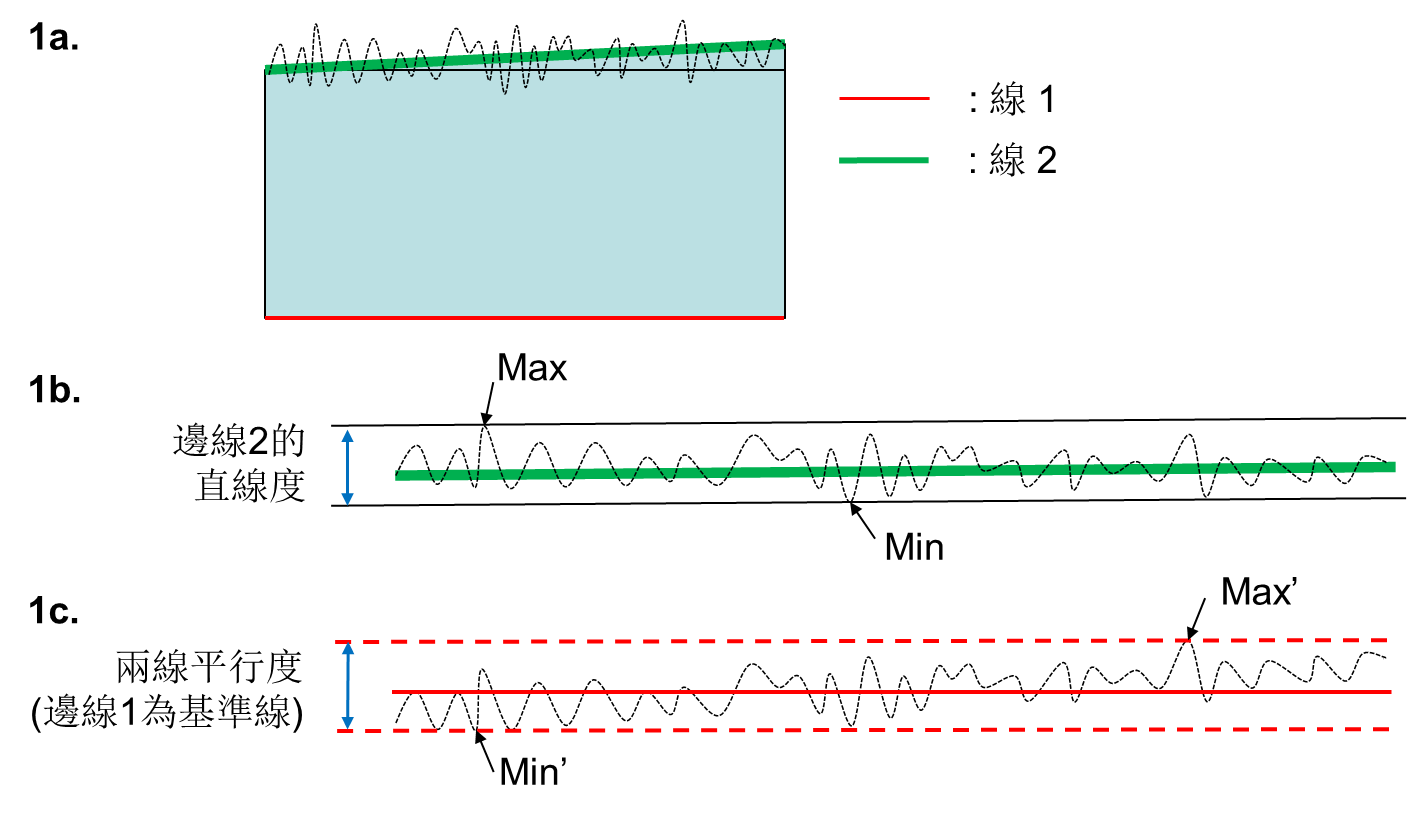
圖1. 兩線平行度運算準則
若以線1設定為基準線,則以法線平行為基準線去評估線2輪廓重 新運算出最大點(Max)和最小點(Min),而平行度=Max-Min; 1a, 圖示顯示線1(紅線)和線2(綠線)均以最小平方法運算出各自的平均直線; 1b, 線2是由此邊輪廓(黑色虛線)以最小平方法 (上積分=下積分面積)找出此線2平均線; 1c, 以線1(紅線)為基準時,將此基準線法線平移到線2的中心位置,重新運算出新的最大點 (Max’)和最小點(Min’),此兩線平行度=Max’-Min’的結果
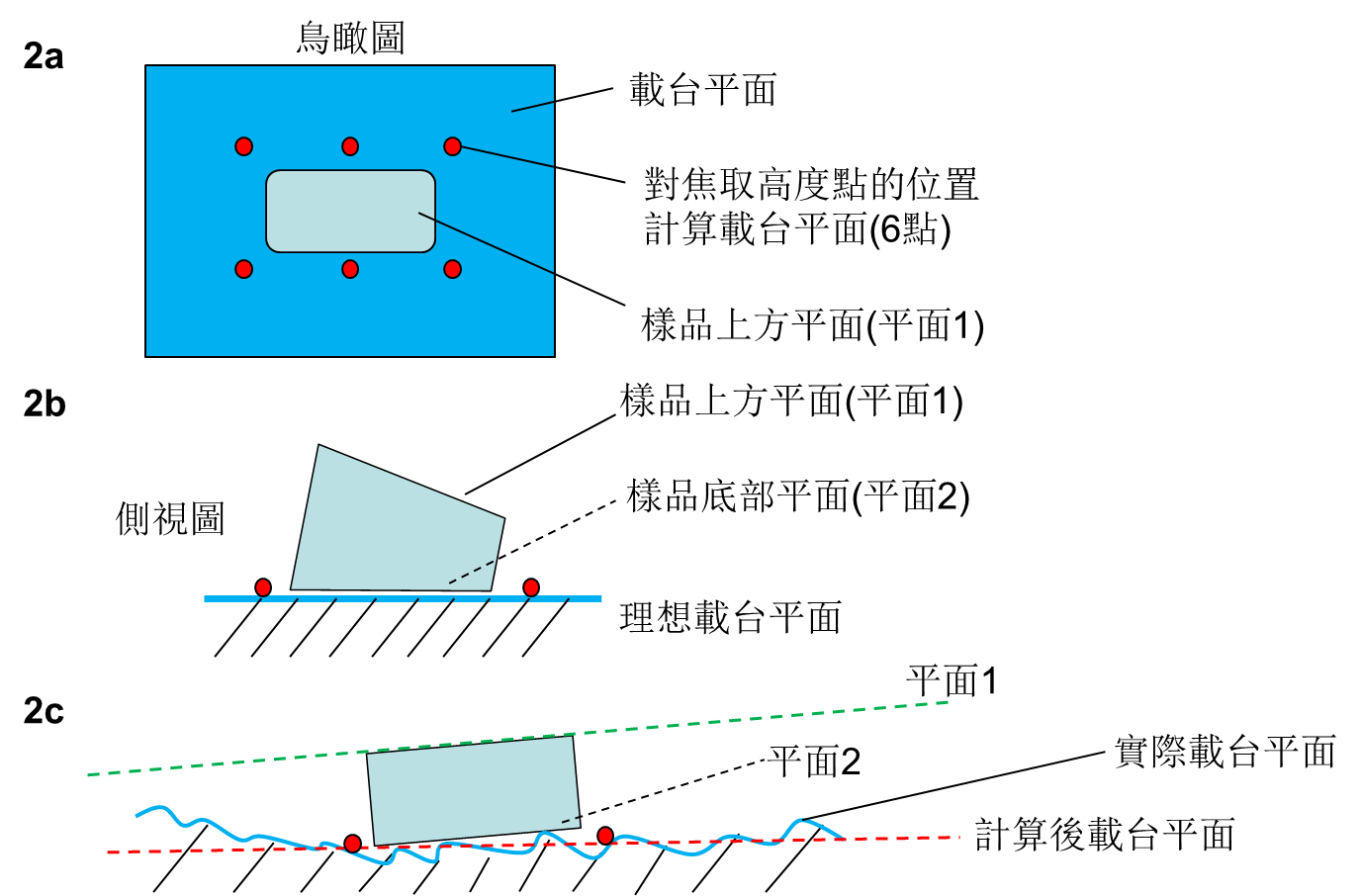
圖2. 兩平面之平行度於2.5次元光學測量設備可能造成的錯誤評估
以樣品上方(平面1)和底部(平面2)平坦度都良好的狀況下,可能會因為樣品本身確實是兩平面之平行度不好,或者是實際載台平面和樣品底部平面(平面2)有空隙造成計算後的載台平面之平坦度錯誤評估之下, 會造成錯誤的兩平面之平行度運算
2a, 一般評估樣品上方和底部平面之平行度,在2.5次元光學設備下,在分別確認樣品上方表面(平面1)和底部平面(平面2)的平坦度都很好的前提下,可能假設樣品放置的載台平面之平坦度良好,因此在樣品放置於載台時,直接在樣品周圍進行對焦取點(紅色圓點)以計算出載台平面來代表平面2之基準;
2b, 在上方和底部樣品表面之平坦度良好之下,若載台表面如圖示為理想載台平面,其載台平面是可以代表樣品底部(平面2)的平面來當為基準,能夠確實的評估出平面1和平面2的兩平面平行度;
2c, 但是實際上載台表面仍會有不規則的曲面,會造成樣品放置中間出現空隙,因而造成對焦取點上所計算出來的載台平面無法等於平面2作為評估基準面, 若還是以此方法計算兩平面之平行度(紅色虛線和綠色虛線), 其結果會與現實不相符, 而產生錯誤評估。